Lobe pumps are positive displacement pumps that are widely used across various industries for transferring a range of liquids, from thick slurries to low-viscosity fluids. These pumps are known for their reliability, gentle handling of shear-sensitive products, and ability to deliver a constant flow rate. Understanding how a lobe pump works, along with its components and applications, can help industries make informed decisions when selecting the right pump for their needs.
What is a Lobe Pump?
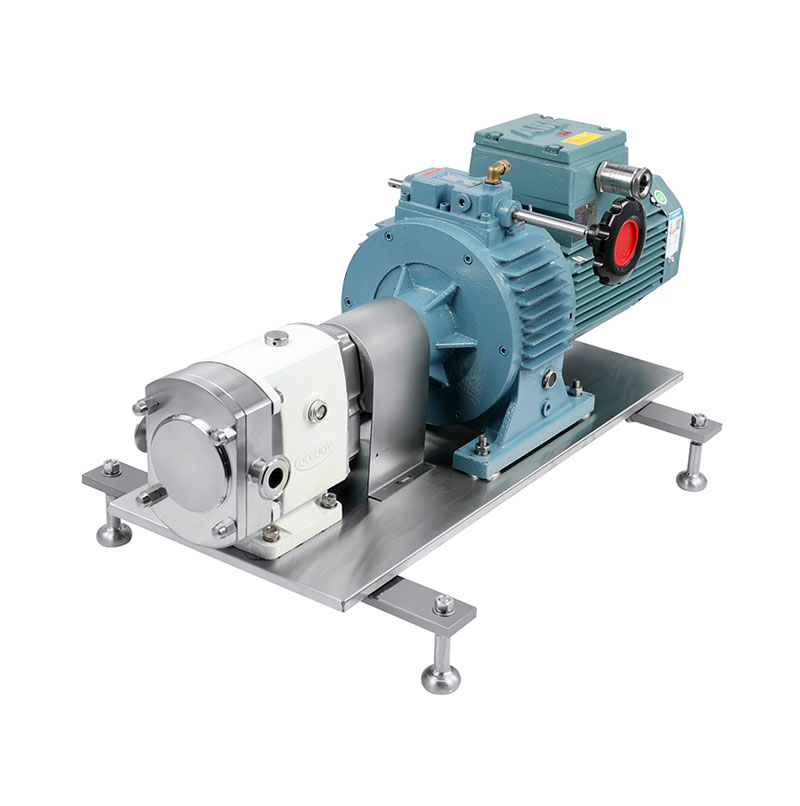
A sanitary lobe pump is a type of positive displacement pump that uses two or more rotating lobes (or rotors) to move fluid through a chamber. The lobes do not touch each other but create cavities that trap and move the fluid as they rotate. Because of their design, lobe pumps provide a steady flow of liquid regardless of the system’s pressure, making them ideal for applications requiring precise, non-pulsating flow.
These pumps are typically used in industries such as food and beverage, pharmaceuticals, chemicals, and cosmetics, where hygiene, precision, and the ability to handle viscous or shear-sensitive products are important.
Key Components of a Lobe Pump
A lobe pump consists of several key components that work together to facilitate the movement of fluid:
1. Rotors (Lobes): The primary moving parts, typically made of stainless steel or other corrosion-resistant materials, which rotate to displace the fluid. The number of lobes can vary depending on the design, with common configurations being two-lobe or three-lobe pumps.
2. Pump Chamber: This is the housing that contains the rotating lobes and through which the liquid flows. The chamber is typically designed to allow for the expansion of the fluid as the lobes rotate.
3. Suction and Discharge Ports: The fluid enters through the suction port and exits through the discharge port. These ports are aligned with the flow path created by the rotating lobes.
4. Timing Gears: These gears ensure that the lobes rotate in synchronization to avoid contact with one another, which is crucial for maintaining efficiency and preventing damage to the pump or the fluid being transferred.
5. Seal and Shaft: The pump is sealed to prevent leakage, and the shaft connects the lobes to the motor, transmitting the driving force that rotates the lobes.
How Does a Lobe Pump Work?
The working principle of a lobe pumpis based on positive displacement. Here's how the process occurs:
Fluid Intake (Suction Stroke):
*As the lobes rotate, they move away from each other within the pump chamber, creating a vacuum or low-pressure area at the suction port.
*This low-pressure area causes the fluid to be drawn into the pump through the suction port.
*The volume of fluid entering the pump is directly related to the size of the cavities formed by the lobes and their rotational speed.
Fluid Trapping (Displacement Stroke):
*Once the lobes rotate further, they trap the fluid between the lobes and the pump chamber.
*The fluid is enclosed in the pockets formed by the lobes, and as the lobes continue to rotate, they move the trapped fluid along the chamber toward the discharge port.
Fluid Discharge (Delivery Stroke):
*As the lobes approach the discharge port, the fluid is forced out by the decreasing cavity volume.
*The fluid is then pushed through the discharge port into the outlet pipe or system.
The process is continuous, and since the lobes never come into contact with each other, the pump produces a smooth, pulsation-free flow that is gentle on sensitive liquids.
Advantages of Lobe Pumps
Lobe pumps are favored in many applications because of the numerous benefits they offer:
1. Precise Flow Control:
*The displacement nature of the pump ensures a consistent flow rate, regardless of variations in pressure, making it ideal for dosing or metering applications.
2. Ability to Handle Viscous Fluids:
*Lobe pumps excel at handling highly viscous liquids, such as syrups, pastes, creams, and slurries, without damaging the product.
3. Shear-Sensitive Product Handling:
*Unlike centrifugal pumps, sanitary lobe pumps operate with minimal shear, which is essential when handling delicate fluids like food ingredients, pharmaceuticals, or biotech materials.
4. Hygienic Design:
*Lobe pumps are available in sanitary models that meet strict hygiene and cleanliness standards. The smooth surfaces, easy disassembly, and minimal areas where residue can accumulate make these pumps suitable for food, beverage, and pharmaceutical applications.
5. Self-Priming Capabilities:
*Lobe pumps can self-prime, meaning they can start pumping even when there is air in the suction line, which is a major benefit in certain installations.
6. Gentle Handling of Solids:
*Lobe pumps can handle liquids containing solids or particles, which makes them popular in industries such as waste treatment or mining.
Applications of Lobe Pumps
Lobe pumps are versatile and are used in a wide range of industries, including:
Food & Beverage Industry:
Used for transferring dairy products (such as cream, yogurt, and milk), sauces, jams, syrups, and beverages. They ensure that these products are moved without compromising their quality or texture.
Pharmaceuticals:
Lobe pumps are ideal for processing sensitive pharmaceutical ingredients, including active pharmaceutical ingredients (APIs) and liquid formulations, without damaging the product or introducing contaminants.
Cosmetics:
Lobe pumps handle creams, lotions, shampoos, and gels with precision, ensuring a consistent and gentle transfer of the product.
Chemical Industry:
They are used to transfer a wide range of chemicals, including viscous substances, oils, and detergents.
Biotechnology:
Lobe pumps are used in biotechnology applications for handling cell cultures, proteins, and other sensitive biological fluids.
Wastewater Treatment:
These pumps can handle sludge and other heavy-duty fluids, making them essential for handling waste in treatment facilities.
Maintenance of Lobe Pumps
To ensure optimal performance and longevity, regular maintenance of a sanitary lobe pump is required. This includes:
1. Cleaning: Regular cleaning, especially in sanitary applications, is essential to prevent the buildup of contaminants.
2. Inspection of Seals and Gears: The timing gears and seals should be checked periodically for wear or damage.
3. Lubrication: Adequate lubrication of moving parts is necessary to prevent friction and wear.
4. Monitoring of Performance: Keeping an eye on the pump's performance, including checking for unusual vibrations, noise, or pressure fluctuations, can help detect potential issues early.
Conclusion
lobe pump is a valuable tool in industries that require precision, hygiene, and the ability to handle viscous, shear-sensitive, or solid-laden liquids. With their positive displacement design, smooth flow, and gentle handling of products, lobe pumps are well-suited for high-demand applications in the food and beverage, pharmaceutical, cosmetic, and chemical sectors. By understanding the principles behind how they work and their advantages, industries can make the most of their capabilities and ensure efficient, reliable fluid transfer.
Why Choose Dongjoy for Your Lobe Pump and Valve Needs?
Dongjoy, a trusted sanitary valves manufacturer, is renowned for quality and innovation. Our sanitary lobe pumps ensure precise, gentle, and reliable fluid transfer, ideal for hygiene-sensitive applications. Designed to handle thick liquids and shear-sensitive fluids, our rotary lobe pumps deliver exceptional performance, durability, and ease of maintenance.Whether you need to transfer thick, viscous liquids or shear-sensitive fluids, our rotary lobe pumps are engineered to meet your needs with exceptional performance and durability.
Contact Dongjoy today to explore our range of sanitary valves and lobe pumps, and let us help you find the best solution for your fluid handling needs.







